



- 产品列表
- PP塑料防腐风机
- PVC塑料防腐风机
- 玻璃钢防腐风机
- 离心式防腐风机
- 轴流式防腐风机
- 防腐负压风机
- 屋顶防腐风机
- 废气处理净化塔
- 防腐通风废气净化工程管件
- 防腐电镀设备
- 联系我们

- 工程列表
- 环保防腐风机安装工程
- 负压风机车间排风工程
- 屋顶风机抽排风工程
- 酸雾净化塔废气处理工程
- 酸碱废气净化处理工程
- 电路板厂车间废气处理工程
- 化工废气吸收处理工程
- 喷油净化处理工程
- 热门公司新闻
- 晴天碧绿专业为您讲解:轴流...
- 正确合理设计配置防腐风机通...
- 大型防腐风机安装工程作业指...
- 我国风机领域在节能降耗方面...
- 我司番禺古坝东电镀厂喷漆废...
- 广州艺进电镀公司安装晴天碧...
- 电镀厂废气净化方法
- 耐腐风机安装后风量不足的解...
大型防腐风机安装工程作业指导书(图表)
一、 大型防腐风机安装工程施工工序
1、施工准备
2、基础准备
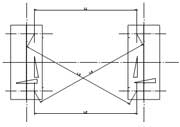
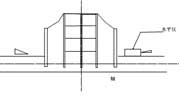
3、下壳体、进气箱安装
4、轴承座及轴承安装
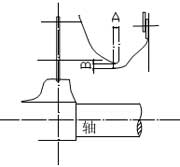
5、叶轮及主轴安装
6、轴承及叶轮找正
7、阀门及执行器安装
8、电机及联器安装
9、单机试车
二、质量控制计划
|
施工过程控制项目 |
检查内容 | |||||
|
工序号 |
名 称 |
检验类型 |
检验类别 |
控制类型 |
文件类型 |
文件名称 |
|
1.1 |
图纸自审/会审 |
|
|
|
|
|
|
1.2 |
施工技术交底 |
|
|
|
|
|
|
1.3 |
设备检查验收 |
|
1 |
P |
N |
|
|
1.4 |
基础检查验收 |
DIM |
2 |
P |
R |
|
|
2.2 |
垫铁布置 |
DIM |
1 |
B |
N |
|
|
2.3 |
砂堆制作 |
MT |
1 |
B |
R |
|
|
3.1 |
机壳和进气箱安装 |
|
1 |
E |
|
|
|
3.2 |
轴承底座安装 |
DIM |
2 |
E |
N |
|
|
3.3 |
地脚螺栓灌浆 |
SC |
1 |
E |
R |
|
|
3.4 |
风机轴承安装 |
|
1 |
B |
N |
|
|
3.5 |
叶轮/主轴安装 |
DIM |
2 |
E |
N |
|
|
3.6 |
轴承最终安装 |
|
1 |
B |
N |
|
|
3.7 |
机壳和进气箱的最终安装 |
DIM |
2 |
P |
N |
|
|
3.8 |
进口调节门和执行器的安装 |
|
1 |
P |
N |
|
|
3.9 |
联轴器和电机的安装找正 |
DIM |
2 |
E |
N |
|
|
3.10 |
其他零部件的安装 |
|
1 |
P |
N |
|
|
4.3 |
风机试运转 |
RT |
1 |
P |
N |
|
检查类型:
DIM―尺寸检查 DP---着色渗透实验 MP---磁粉检查 MT---样品机械实验
RD---X-Ray射线检查 RT---运转实验 SC---特殊检查 US----超声波检查
VC―表面检查
文件类型:
N――检验记录 R――送检报告
控制类型:
E――保证项目 B――基本项目 P――允许偏差项目
检验类型:
1――自检 2――会检
三、施工过程控制规范
1.施工准备
|
序号 |
工作内容 |
检查项目 |
技术要求 |
操作要领 |
检验器具 |
|
1.1 |
图纸自审/会审 |
|
|
|
|
|
1.2 |
施工技术交底 |
|
|
|
|
|
1.3 |
设备检查验收 |
|
执行《设备验收》 |
|
|
|
1.4 |
基础检查验收 |
|
执行《基础验收》 |
|
|
2.基础准备及划线
|
序号 |
工作内容 |
检查项目 |
技术要求 |
操作要领 |
检测器具 |
|
2.1 |
基础划线 |
横向中心线偏差 |
≤2mm |
依据车间的工艺布置图中风机位置确定横向中心线,并参照附近的主机设备确定大型风机的横向中心线. 首先确定横向中心线,另外一条按照垂直平分的原理选定两点,作横向中心线的垂直平分线,为纵向中心线,根据图纸平移垂直平分线确定纵向中心线。 |
经纬仪、Ⅰ级钢盘尺、墨斗、线坠 |
|
纵向中心线 偏差 |
≤2mm |
以车间布置图中的纵向中心线确定风机轴承座的纵向中心线、电机中心线等。 | |||
|
2.2 |
垫铁布置 |
|
|
|
|
|
2.3 |
砂堆制作 |
|
|
|
|
3.风机本体安装
|
序号 |
工作内容 |
检查项目 |
技术要求 |
操作要领 |
检验器具 |
|
3.1 |
下底壳和进气箱安装 |
标高偏差 |
2mm |
组装机壳和进气箱的底部,避免发生法兰变形和螺栓不能顺利穿入而强制性地打入。 吊起机壳和进气箱底部,安装到基础上,调整机壳侧板垂直,机壳整体水平。 |
铁水平、水准仪、标尺 |
|
水平偏差 |
1mm/m | ||||
|
3.2 |
轴承底座安装 |
纵横水平度 |
0.04mm/m |
安装轴承底座,检查左右两个轴承处于统一水平标高,并检查轴承座的纵横水平度,符合规定 |
水准仪、框式水平仪、标尺、盘尺 |
|
轴承座跨距 |
≤1mm |
根据图纸确定两个轴承座的跨距 |
| ||
|
3.3 |
地脚螺栓灌浆 |
|
|
执行《地脚螺栓灌浆》 |
|
|
3.4 |
风机轴承安装 |
|
|
风机轴承安装需要将轴承采用油浴或感应加热,但是最高加热温度不得超过 120℃,以保证轴承的安全性且采用油浴加热时不能将轴承直接放入盛油的容器底部,避免通过容器导热而使轴承部分过热损坏轴承。 |
温度计 |
|
3.5 |
叶轮及主轴的安装 |
主轴水平度 |
0.04mm/m 或主轴 两端靠 轴承处相等 |
将叶轮轻轻吊起,但不得将钢丝绳直接拴于叶轮上边,并把集流器也同时挂于主轴上,要保证集流器不会滑落下来,把主轴安装在已经找正正确的轴承座上,测量主轴的水平度,保证主轴的水平。如图;在主轴上叶轮两侧的统一部位清洗两个轴面,利用框式水平仪测量主轴的水平度,要求主轴两端的水平度一致 |
框式水平仪 |
|
3.6 |
轴承最终安装 |
|
|
根据图纸将轴承最终放入轴承座内,调整好轴承的甩油环位置,检查轴承的定位及膨胀方向、间隙,保证轴承运转时的安全性,轴承调节结束后立即盖上不得将污物掉入轴承座内。 |
|
|
3.7 |
机壳和进气箱的最终安装(加图) |
集流器的含进量及间隙 |
|
将机壳及进气箱最终吊装至下壳体上,调整集流器之进入转子的含进量和四周的间隙符合图纸的要求 |
塞尺、卷尺 |
|
3.8 |
进口调节门和执行器的安装 |
|
|
将进口调节门用吊车吊装至风机进口处,小心对正法兰的各个螺栓孔,穿好螺栓,连接好进口调节门的连接轴,保证连接轴运转灵活,容易操作,然后初步固定电动执行器,使之与连接轴的连接对正,不会发生卡、涩等不利于运转的现象产生,反复调整最后固定 电动执行器。 |
|
|
3.9 |
联轴器和电机的找正 |
轴向和径向的跳动偏差 |
0.05mm |
执行《联轴器安装》 |
百分表 |
|
3.10 |
其他部件的安装 |
|
|
在安装完以上主要部件后,还有其他的部件需要安装,比如冷却器,电机及风机的润滑装置等的安装。 |
|
4 设备试运转
|
4.1 |
检查加油 |
|
|
根据说明书要求给设备加入规定的润滑油及润滑脂 |
|
|
4.2 |
试运转前检查 |
|
|
风机试运转前仔细检查风机的所有地脚螺栓是否已经紧固好,检查风机、电机内部是否有未清理的垃圾 、铁器、木片等,检查风机能否可以由人盘得动车,检查联轴器安全罩是否已经安装好,润滑油是否加入,牌号对否。 |
|
|
4.3 |
风机试运转 |
|
|
所有检查结束后,与电气人员结对风机试运转,运转8 小时,在运转过程中,要作好试车记录,检查试运0转中风机的轴承温升不超过45 C,设备的振动、噪音符合设备说明书要求,风机各个执行机构的运转灵活性。 |
远红外温度仪振动仪、转速表 |